
自主研发生产设备,持有多项专利
主营:高低温冲击箱、冷热冲击试验箱、两箱冷热冲击箱等设备
统一服务热线:
400-822-8565
158-9969-7899
主营:高低温冲击箱、冷热冲击试验箱、两箱冷热冲击箱等设备
400-822-8565
158-9969-7899
正航技术整理——光滑工件尺寸的检验
1、范围
标准规定了光滑工件尺寸检验的验收原则验收计量器具的测量不确定度允许
值和计量器具选用原则。
本标准适用于用普通计量器具如游标卡尺千分尺及车间使用的比较仪等对图样上注出的公差等
级为6~18级(IT6~IT18)基本尺寸至500mm的光滑工件尺寸的检验
本标准也适用于对一般公差尺寸的检验。
2、引用标准
下列标准所包含的条文通过在本标准中引用而构成为本标准的条文本标准出版时所示版本均
为有效所有标准都会被修订使用本标准的各方应探讨使用下列标准版本的可能性。
3、总则
3.1验收原则
所用验收方法应只接收位于规定的尺寸之内的工件。
3.2验收方法的基础
由于计量器具和计量系统都存在内在误差故任何测量都不能测出真值另外多数计量器具通常
只用于测量尺寸不测量工件上可能存在的形状误差因此对遵循包容要求的尺寸工件的完善检验还应测量形状误差如圆度直线度并把这些形状误差的测量结果与尺寸的测量结果综合起来以判定工件表面各部位是否超出实体边界。
考虑到在车间实际情况下通常工件的形状误差取决于加工设备及工艺装备的精度工件合格与
否只按一次测量来判断对于温度压陷效应等以及计量器具和标准器的系统误差均不进行修正因
此任何检验都存在误判为保证验收质量本标准规定了验收计量器具的测量不确定度允许值和计量器具选用原则。
3.3标准温度
测量的标准温度为20摄氏度。
如果工件与计量器具的线膨胀系数相同测量时只要计量器具与工件保持相同的温度可以偏离20摄氏度。
3.4验收
验收是检验工件尺寸时判断合格与否的尺寸界限。
验收是从规定的实体(MML)和最小实体(LML)分别向工件公差带内移动一
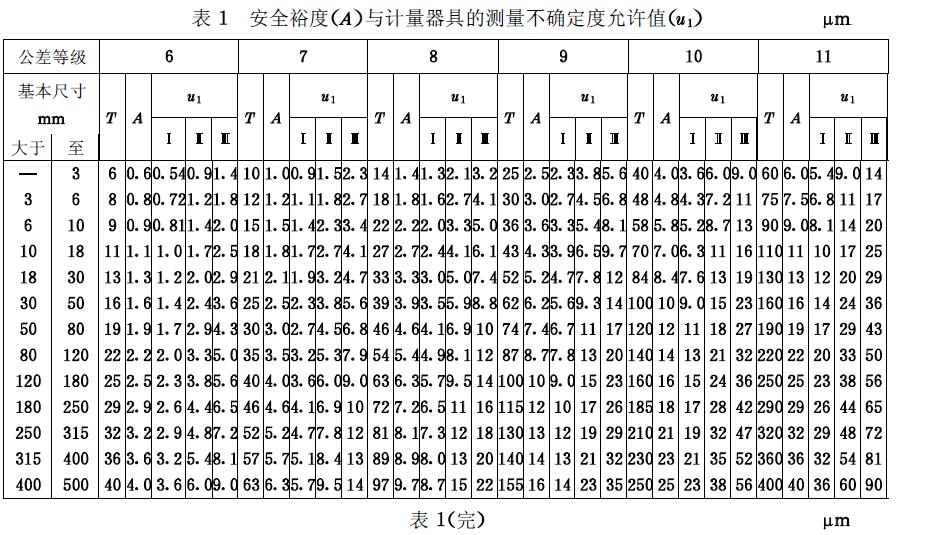
个安全裕度(A)来确定,如图1所示.A值按工件公差的1/10确定其数值在表1中给出。
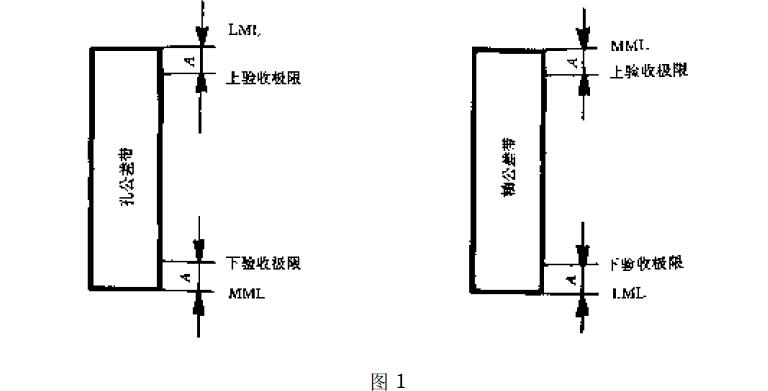
孔尺寸的验收:
上验收=最小实体(LML)-安全裕度(A)
下验收(LML)实体安全裕度(A)
轴尺寸的验收极:
上验收(LML)实体安全裕度(A)
下验收(LML)最小实体安全裕度(A)
验收等于规定的实体(LML)和最小实体(LML)即A值等于零.
 东莞市正航仪器设备有限公司 Copyright © 版权所有
东莞市正航仪器设备有限公司 Copyright © 版权所有contact us
地址:广东省东莞市寮步镇岭安街2号手机微信号

微信公众号

手机网站


